日産自動車は、創業90周年となる2023年7月に、累計エンジン生産台数が4000万台に達したと発表した。同社が報道陣を招いてVCターボエンジンについて技術説明会を開いた。
■横浜工場はグローバルのパイロットプラント
発表は、日産創業の地である横浜工場で行われた。創業時は当然完成車を製造していたが、1965年の座間工場完成に伴い、現在はエンジン、サスペンションなどのユニット生産の工場となり、完成車は作っていない。
いっぽう2010年にはEVおよびHV用のモーター製造も開始し、e-POWERや『リーフ』のモーターも生産している。2022年度には横浜工場の生産台数の約40%がモーターだった。モーターの累計生産台数は167万台を超え、24年には200万台を達成する見込みだという。
さらに、現在は量販市販車向けの全固体電池の製造ラインの構築(パイロットライン)も準備中だ。全固体電池の量産ラインは、ここで開発実用化が進められて各地の電池工場に展開される予定だ。
横浜工場は、日産のエンジン生産を担う工場のひとつでありながら、電動化や電池の量産技術の開発などグローバルでのパイロットプラントとして進化も続けている。横浜工場の従業員数はおよそ3200人。このうち約1000人が生産技術開発にかかわっており、さらにそのうち200名が新技術や新工法、新材料開発などR&Dのエンジニア、研究者だ。生産技術やR&D(神奈川県厚木市)に近いため、新しい技術に即応できるようになっている(横浜工場長 和田民世氏)。
■量産が難しかった可変圧縮比エンジンのしくみ
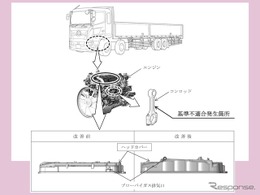
そして4000万台目のエンジンが、横浜工場で生産されたVCターボエンジンだった。VCターボとは圧縮比を可変できるターボエンジンだ。圧縮比が可変ということは、エンジンシリンダー内のピストンストロークが変わるということ。通常、ストロークの異なるエンジンを用意する際には、コンロッドの長さを変える。これを同じエンジンでは実現するためには、なんらかの機構が必要になる。
同じエンジンで圧縮比を可変できる機構は日産以外でも開発・実用化されているが、シリンダーヘッドの位置を上下させたり、コンロッド自体の長さを可変させたり、ピストン頭部を動かしたりする。機構が複雑になり、精密な圧縮比制御がしにくい、コストがかかる、可動部の耐久性やフリクションといった問題が多い。そのため量産市販車、とくに大衆車、普及モデルへの展開が難しかった。
日産のVCターボエンジンは、コンロッドエンドを直接クランクシャフトに固定するのではなく、Lリンクと呼ばれるひし形の部品を介してクランクシャフトにつなげている。コンロッド(VCターボエンジンではUリンクという)の下端とつながったLリンクの対角にCリンクと呼ばれる部品が接続される。Cリンクの形状はコンロッドによく似ており、その反対側にはアクチュエーターで位置が動かせるコントロールシャフトにつながっている。コントロールシャフトを動かすことで、Uリンクが描く軌道も変わる。Uリンクの上部はピストンにつながっているので、上死点・下死点の位置も変わることになり、圧縮比を制御することができる。
つまり従来のコンロッドを「三節混」のように3つのリンクでつなぎ、真ん中のリンクがクランクシャフトを回す。三節目のCリンクの位置を変えることで真ん中のLリンクの角度が上下する。すると反対側のUリンクの接続部の位置も動き、ピストンの上下運動の位置が上下する。
■VCターボエンジンの課題をどう克服したか
部品は増えるものの、前述の他の方式より機構は単純になり制御もしやすい。たとえばシリンダーヘッドの位置、ピストンやコンロッドの長さを制御する場合は、シリンダーごとに精密制御を行う必要があるが、VCターボエンジンでは1本のコントロールシャフトの位置を同時に動かすだけだ。リンク部分が増えるが、VCターボエンジンではピストン摺動時の横あたりが軽減され、フリクションロスはむしろ小さくなり振動やノイズ特性も向上するという。これが普及モデルにも適用できた理由だ(アライアンスパワートレインエンジニアリングダイレクター木賀新一氏)。
だが、クランクシャフトを、いわばてこの原理で動かすため、シャフトとLリンクとの接合部分の負荷が従来の約2倍となり、部品強度や耐久性が問題になる。そのためHRC60というやすりやドリルの刃並みの硬さを持つ鋼材が利用される。さらにシャフトとの接合面に高度な加工精度が必要となる。UリンクとLリンクとの嵌合部は潤滑する必要があるが、それにはLリンクに3Φの穴をあけてオイルを噴射させている。応力が高い部品の小さい穴はちょっとした加工ミスやバリなどが破断につながる。Lリンクのオイル穴は内側にリーマー研磨を施している。
加工が難しい素材にミクロン精度の技術が必要だ。そのためLリンクはこの横浜工場、いわき工場、日産工機の3か所でしか作っていない。同様にコントロールシャフトも栃木の工場でしか生産されていない。日本の工場が中国や北米工場などグローバル工場のマザー工場にもなっている(常務執行役員パワートレイン生産技術開発本部担当村田和彦氏)。そして、横浜工場の中でもVCエンジンを組み立てるラインは他の区画とは壁に区切られ空調の効いた区画で行われる。高い加工精度と組付け精度が求められるため、ごみや温度変化の影響を極力排除する必要があるからだ。
■新しい工法や生産技術を全力投入
『GT-R』で実用化されたミラーボアコーティングもVCターボエンジンに採用されている。エンジンブロックは鋳造やレーザー加工で作られるが、シリンダー内側には厚さ2mmの鋳鉄ライナーがはめ込まれる。ミラーボアコーティングはステンレスの溶射と研磨(ホーニング)によって0.2mmほどの膜をつくる。文字通り鏡面のようなシリンダーはフリクションロスを低減させ、エンジンの軽量化に貢献する(4気筒エンジンで約2kg軽量化できる)。ライナーからステンレスの薄い膜になることで熱伝導性が向上して耐ノッキング性能も向上する。
他にも、職人の感触による“遊び”の具合を学習させたAIによって、Cリンクのメタルクリアランスを確認する手法や、組みあがったエンジンをエアによって稼働させるテストベンチなどの技術も紹介された。実際に燃焼させないテストベンチは、工場内の環境向上やカーボンニュートラル工場に役立つ。また燃焼させるテストベンチではわからない不具合も、エア特有の負荷や振動で発見できることもあるという。Lリンクを応力に耐えるようにクランクシャフトに取り付けるため、ピストンやクランクシャフトを宙づりにした状態で組み付けるための治具も新たに開発された。
VCターボエンジンは、横浜工場で生まれ横浜工場で作られているというが、新しい工法、技術がふんだんに投入されている。生産技術開発と直結した横浜工場でなければ実現しなかったエンジンといえるかもしれない。